Produits concernés par cet article
-
![]()
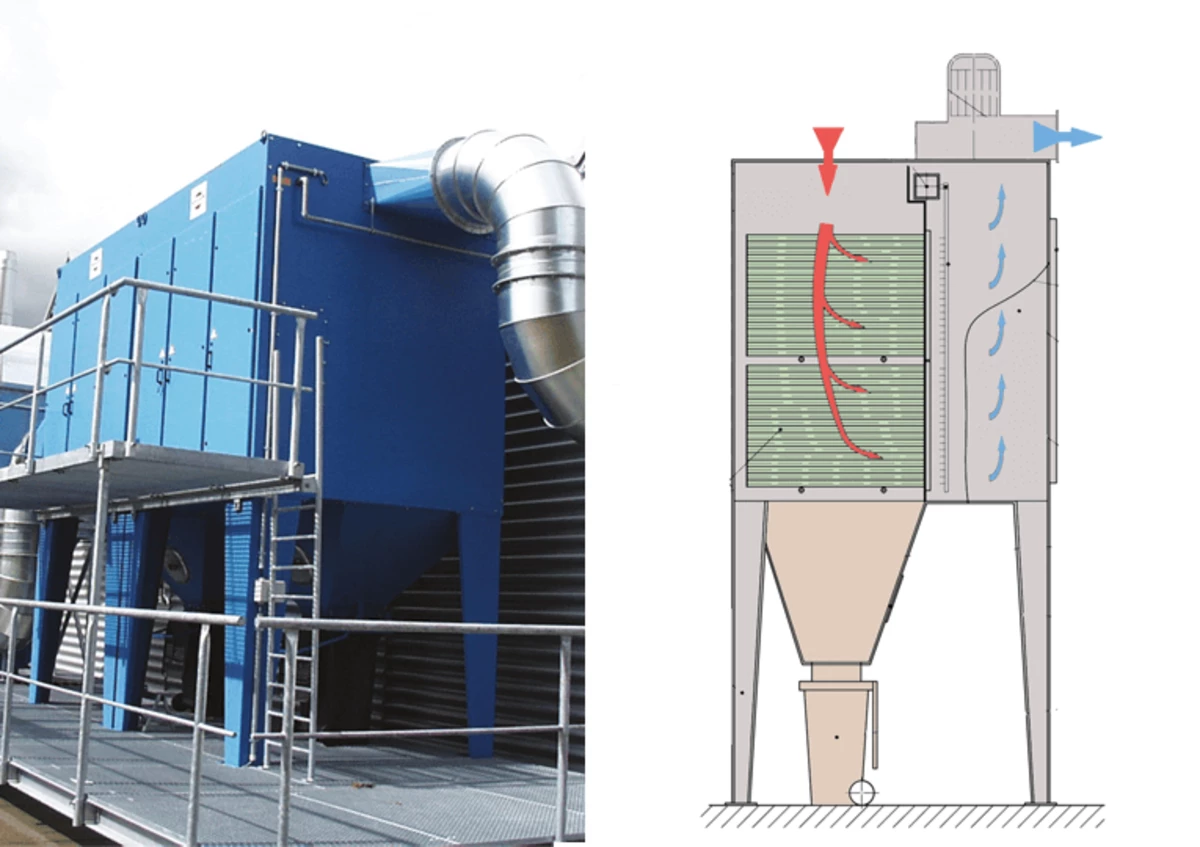
VARIO eco SeriesDépoussiéreur à filtre
KELLER Lufttechnik GmbH
Recevoir un devis -
![]()
VARIO eco SeriesDépoussiéreur à filtre
KELLER Lufttechnik GmbH
Recevoir un devis -
![]()
JET SETFiltre à manches
KELLER Lufttechnik GmbH
Recevoir un devis -
![]()
PT-FilterDépoussiéreur
KELLER Lufttechnik GmbH
Recevoir un devis -
![]()
MVApré-séparateur de matériaux
KELLER Lufttechnik GmbH
Recevoir un devis