Produits concernés par cet article
-
![]()
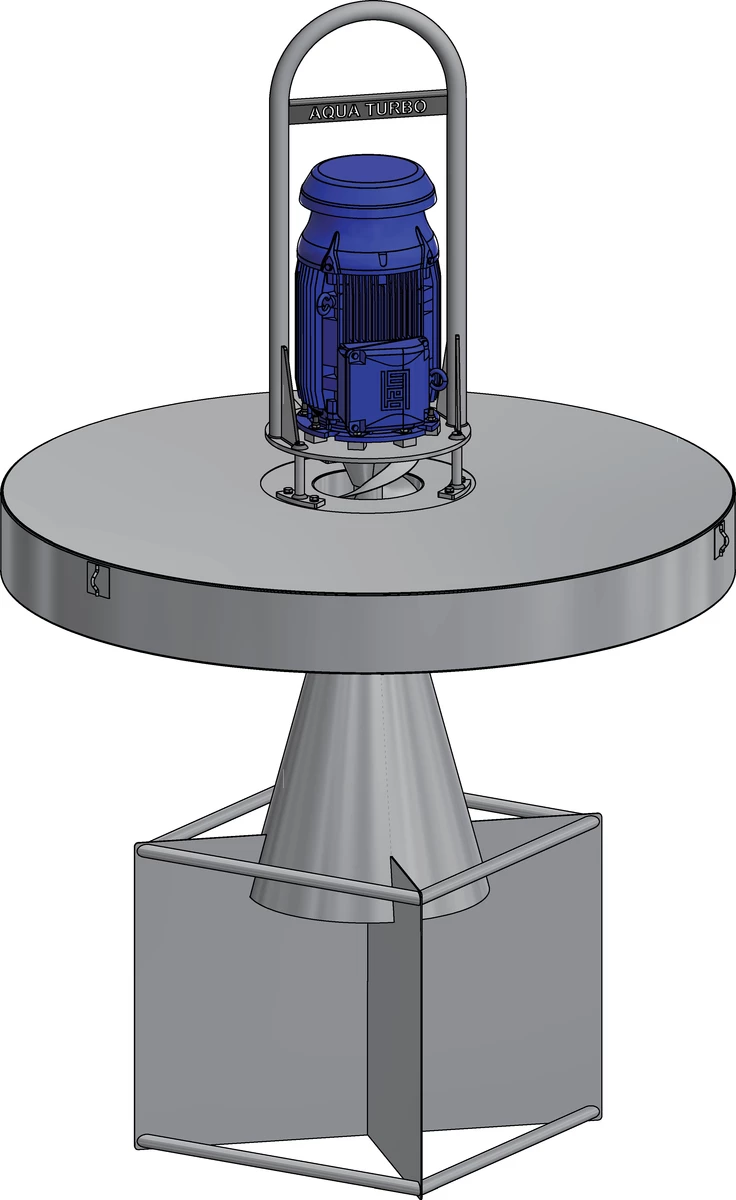
AQUATURBO® AER-ASTurbine d'aération de surface à vitesse rapide
AQUA TURBO®
Recevoir un devis -
![]()
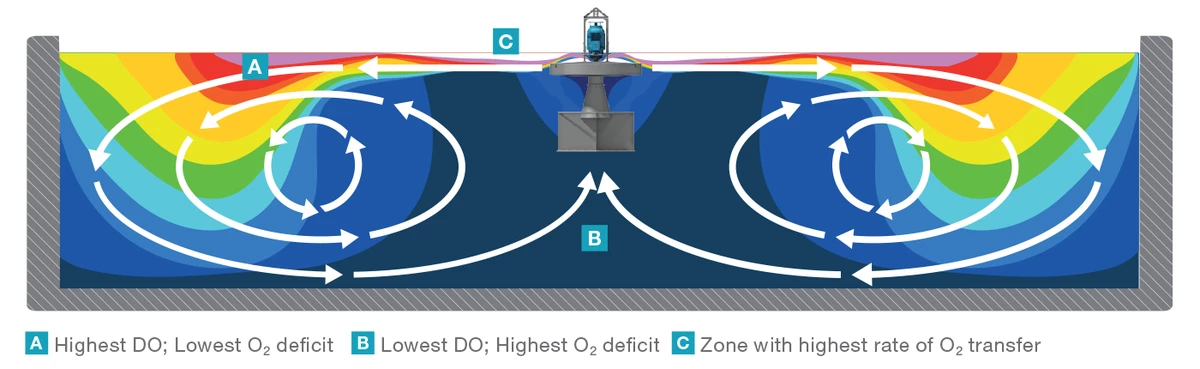
AQUATURBO® AER-ASTurbine d'aération de surface à vitesse rapide
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® AER-ASTurbine d'aération de surface à vitesse rapide
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® AER-ASTurbine d'aération de surface à vitesse rapide
AQUA TURBO®
Recevoir un devis -
![]()
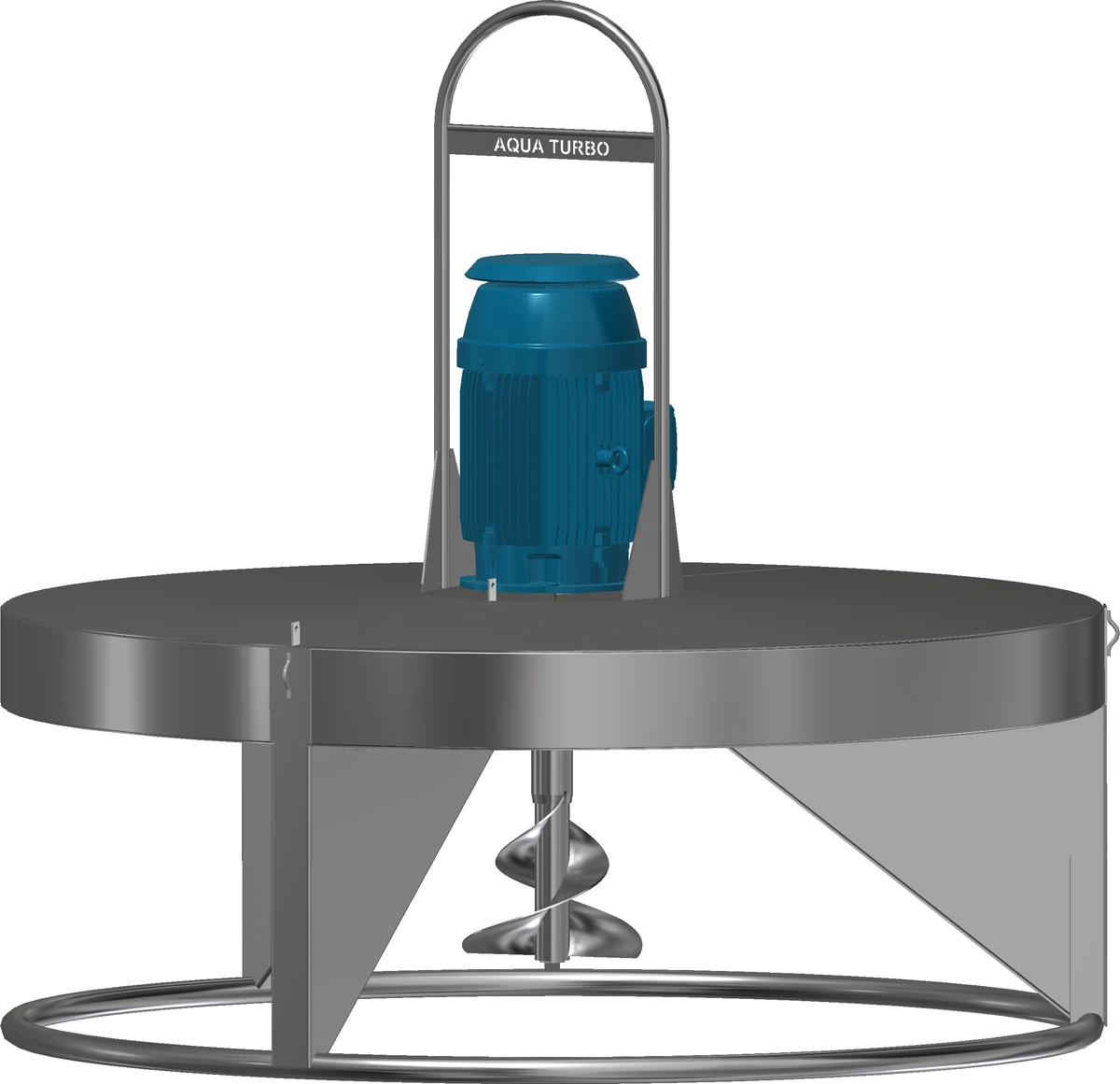
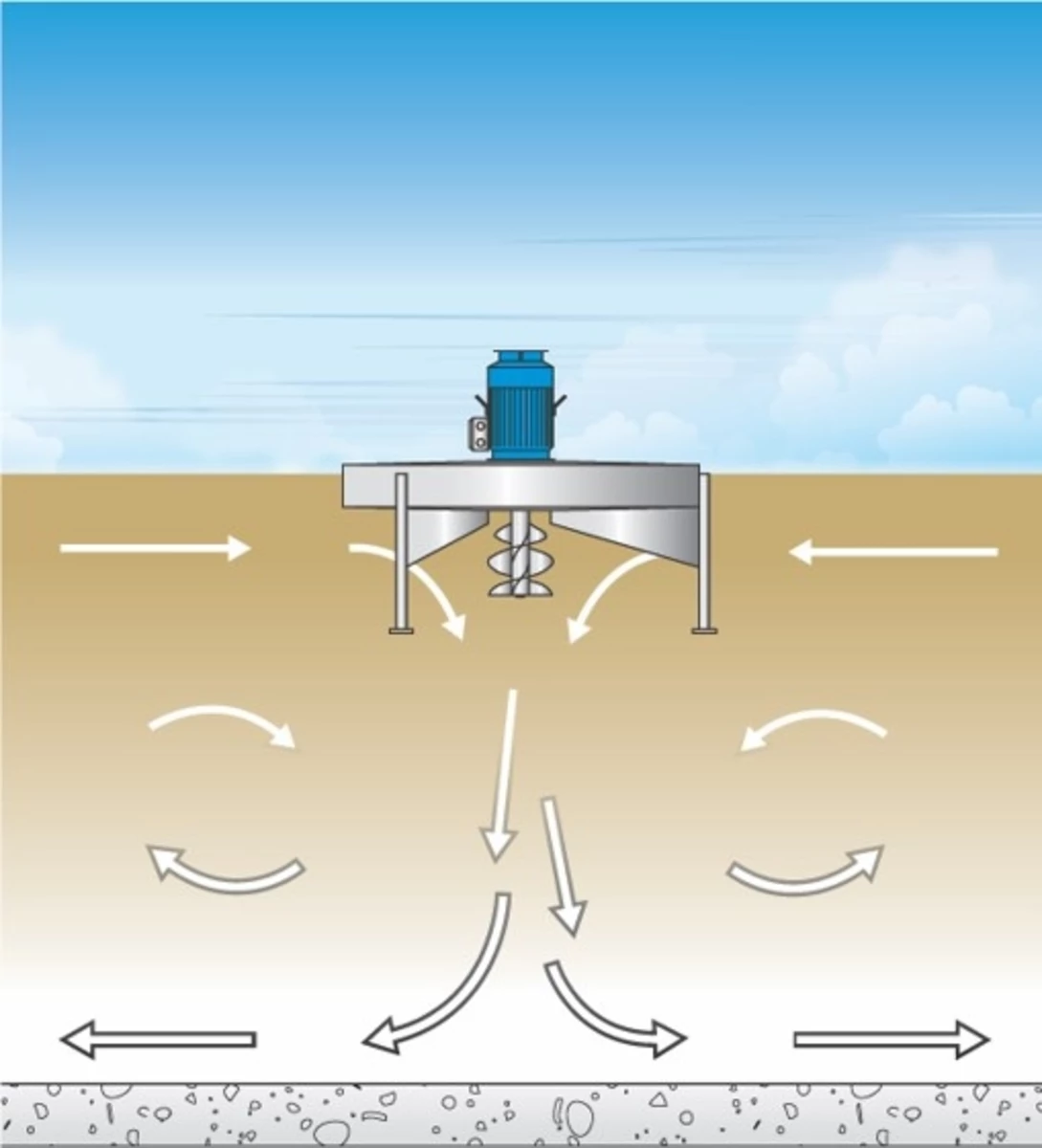
AQUATURBO® MIX-ASAgitateur / mélangeur de surface flottant
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® MIX-ASAgitateur / mélangeur de surface flottant
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® MIX-ASAgitateur / mélangeur de surface flottant
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® MIX-ASAgitateur / mélangeur de surface flottant
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® AER-GD Aérateurs de surface à vitesse lente
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® AER-GD Aérateurs de surface à vitesse lente
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® AER-GD Aérateurs de surface à vitesse lente
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO® AER-GD Aérateurs de surface à vitesse lente
AQUA TURBO®
Recevoir un devis -
![]()
AQUATURBO MIX-SLMélangeur de fond hyperboloïde
AQUA TURBO®
Recevoir un devis








Entreprises concernées par cet article
Autres articles de Aquaturbo - SFA enviro
Aquaturbo - SFA enviro.">
Stratégies techniques pour le contrôle de la mousse filamenteuse dans les bassins d'épuration
Le 30/12/2025
- Par :
Aquaturbo - SFA enviro
Découvrez des méthodes avancées pour maîtriser la mousse filamenteuse dans les stations d'épuration, en optimisant l'aération et en utilisant des solutions innovantes proposées par Aquaturbo - SFA enviro.