Produits concernés par cet article
-
![]()
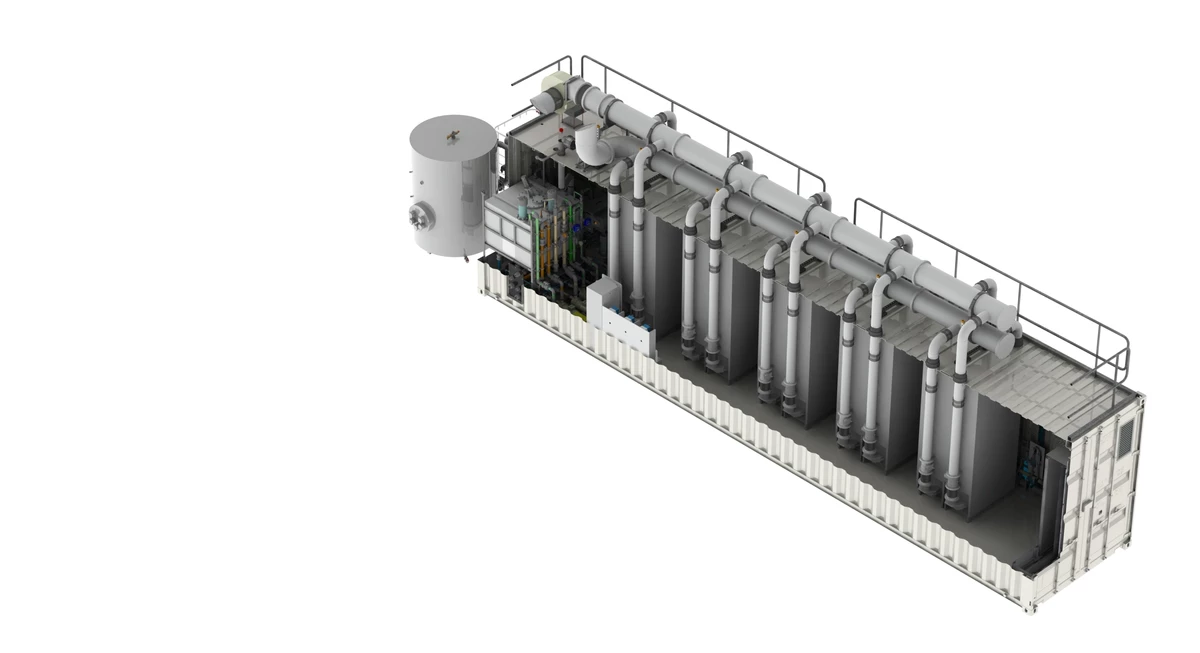
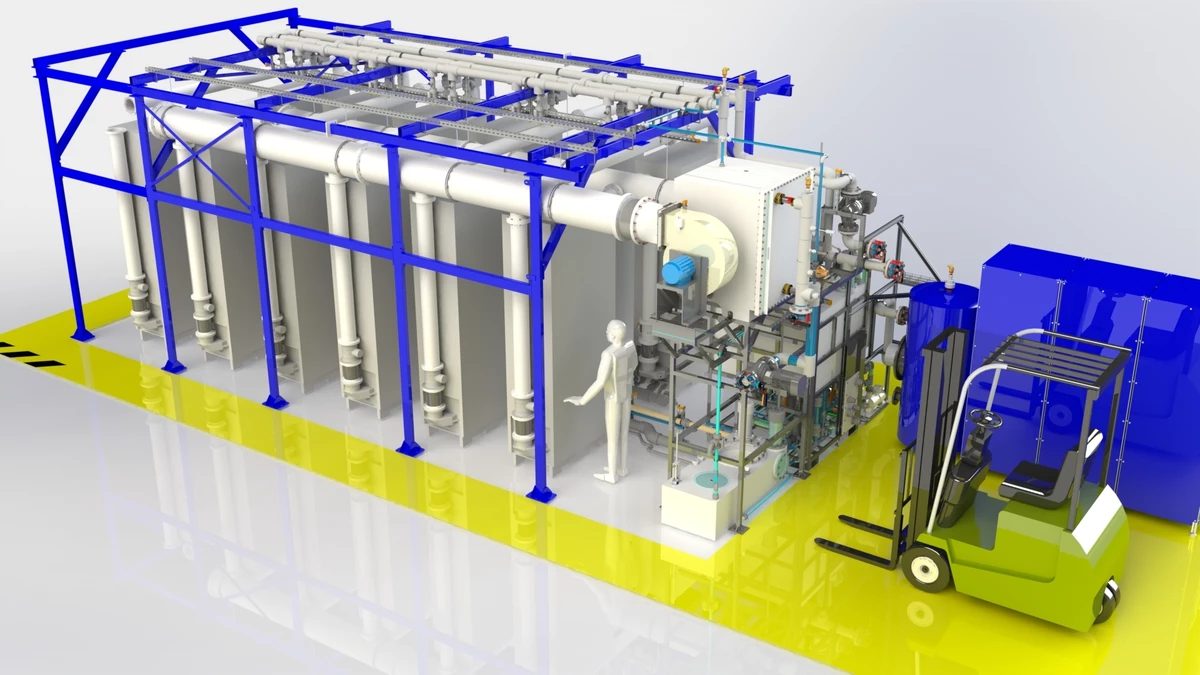
ECOSTILLÉvaporateur à circulation forcée
TMW®
Recevoir un devis -
![]()
ECOSTILLÉvaporateur à circulation forcée
TMW®
Recevoir un devis -
![]()
ECOSTILLÉvaporateur à circulation forcée
TMW®
Recevoir un devis -
![]()
ECOSTILLÉvaporateur à circulation forcée
TMW®
Recevoir un devis -
![]()
AQUASTILLDessalinisateur à évaporation
TMW®
Recevoir un devis